

6万字长文剖析宁德时代(一):核心技术

本文为《6万字长文剖析宁德时代》的第一篇。本文来自微信公众号: 凯昇资本(ID:gh_9c57a4031683),头图来自:视觉中国
核心技术
宁德时代在发展过程中建立了完善的研发团队,涵盖产品研发、工程设计、测试验证、制造等多个领域。宁德时代在电芯、模组、电池包、BMS 等各细分领域均拥有多项核心技术,各项技术处于行业领先水平。其中核心技术及技术来源如下:
电芯安全部件
用途:用于同时解决电池的穿钉和过充问题。
核心技术说明:该技术能够使动力电池在过充和穿钉滥用下分别形成独立的保护回路,对动力电池进行有效的保护,确保在不同的意外情况下各安全部件发挥其作用。
技术来源:自主研发。
单体电芯导电片
用途:用于解决电池的过充问题。
核心技术说明:该技术所提供的动力电池能够有效防止导电片在使用过程中发生断裂、失效或者变形;提升电池安全性能;在确保电池安全的前提下,将导电片设计在顶盖上进一步减少占用额外的电池空间,提高电池能量密度。
技术来源:自主研发。
铜铝复合极柱
用途:用于对负极柱进行铜铝转换,使得铝巴能够与负极柱激光焊接。
核心技术说明:该技术所提供的动力电池顶盖结构能够对负极柱进行铜铝转换,并且能够有效避免极柱上段与极柱下段的结合面开裂甚至断开,保证电池之间连接的一致性、可靠性。
技术来源:自主研发。
极片辊压拉伸技术
用途:用于对极片进行辊压拉伸,提高极片延展均匀性。
核心技术说明:本技术能有效地降低甚至消除带材的打皱,提高带材的平整性;提高极片压实密度。
技术来源:自主研发。
极片隔膜高速卷绕技术
用途:实现极片隔膜高速卷绕,降低成本。
核心技术说明:该技术提供了一种卷制品加工装置,该加工装置包括卷针和整形机构,整形机构包括活动部、第一作用部和第二作用部,卷针的外表面上开设有容纳槽;公司通过改善卷针及相应机械构件,在提高卷绕速度的同时,也实现了隔膜张力的良好控制。
技术来源:自主研发。
三元体系低阻抗产品的电解液技术
用途:用于三元体系产品。
核心技术说明:该技术提供了一种可以用于三元体系产品的电解液配方,可以在阳极和阴极均形成有效的界面膜,从而使电池具有良好的存储寿命,并同时降低电池阻抗。
技术来源:自主研发。
三元体系抑制产气的电解液技术
用途:用于三元体系产品。
核心技术说明:该技术提供了一种可以用于三元体系产品的电解液配方,可以使得应用该配方的电池体系产气明显得到改善,且具有较高的容量保持率以及良好的低温功率性能。
技术来源:自主研发。
一种改性的负极活性材料技术
用途:用于三元体系产品或磷酸铁锂体系产品。
核心技术说明:该技术提供了一种改性的负极活性材料,与传统技术相比,较好地改善了电池的动力学性能、存储性能和循环寿命。
技术来源:自主研发。
电池组热管理技术
用途:用于对电池组进行加热或冷却。
核心技术说明:使用该技术的电池组热管理组件能有效提高对电池组的冷却效率,保证电池温度的一致性等;公司通过设置热管理组件提高冷却效率并实现加热。
技术来源:自主研发。
电池模组的框架结构
用途:用于容纳和固定多个单体电池,并吸收电池膨胀力。
核心技术说明:使用该技术的电池模组采用具有多个栅格的下壳体和设有导电连接体和安全阀的上盖,使得电芯之间的空间得到充分利用,提高了生产效率;公司通过简化模组结构提高空间利用率。
技术来源:自主研发。
模组Pack一体化技术
用途:用于简化电池箱结构,提高能量密度,降低成本。
核心技术说明:该技术可使电池箱体与排布于其内部的电芯通过结构胶粘接,结构胶能够起到固定电芯的作用。
技术来源:自主研发。
全自动激光焊接机技术
用途:提高电池生产中焊接工艺的优率和效率。
核心技术说明:该技术有效降低焊接温度,保证焊接过程的稳定性,提高焊接优率与效率;通过改善激光输出一致性和各机构的联动控制,提高焊接优率。
技术来源:自主研发。
电池模组的组装工艺技术
用途:用于电池模组的快速组装,提高电池模组的安全性和可靠性。
核心技术说明:该技术可以提高电池模组的抗振稳定性和电连接性,可使电池的热量快速散发,从而提高电池模组的安全性和可靠性。
技术来源:自主研发。
动力电池组的剩余容量的计算方法
用途:准确计算电池组剩余容量。
核心技术说明:该方法通过引入充电修正系数和放电修正系数,降低动力电池组的剩余容量的计算中的误差。
技术来源:自主研发。
项目研发体系及流程
宁德时代通过开展材料研发、工艺研发、结构研发、BMS 研发、设备研发、轻量化研发等工作提升不同终端应用领域的性能。以“材料—电芯—工艺设计—设备研发升级—结构优化与重塑—模组工艺提升与结构优化”等为轴心,针对不同的应用终端,针对性地开发锂电池,并结合电池发展技术趋势开发下一代电池。锂电池具体包括新能源乘用车用动力电池、新能源商用车用动力电池、储能锂电池,下一代电池包括全固态锂电池、锂金属空气电池、氢燃料电池等。
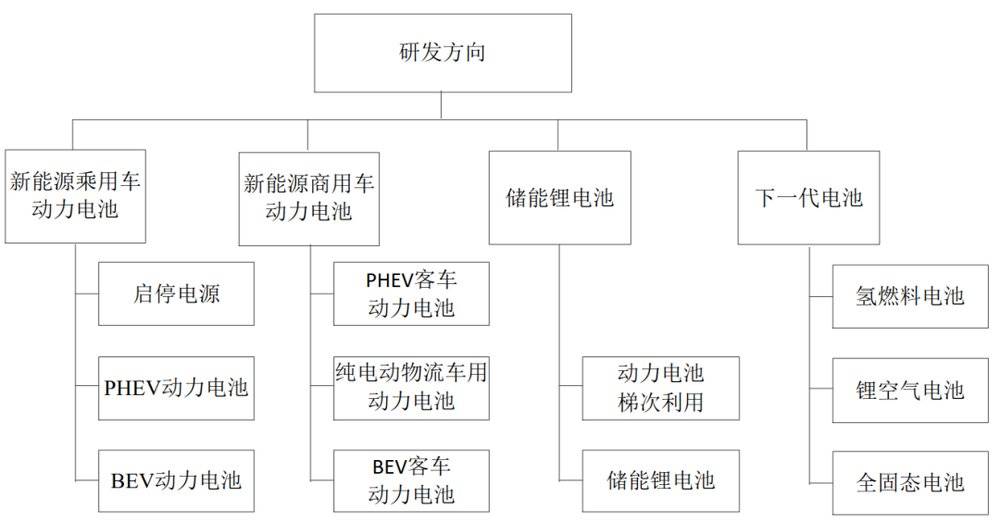
Figure 50 研发框架,来源:宁德时代公告
乘用车用动力电池
新能源乘用车用动力电池主要有三个子研发方向,分别是纯电动乘用车用动力电池、混合动力乘用车用动力电池、启停电源。纯电动乘用车用动力电池的研发任务主要有高能量密度研发、高安全研发、降低成本研发、快充性能研发;插电式混合动力乘用车用动力电池的研发任务主要有高功率性能研发、高安全性能研发、降低成本研发等。启停电源的主要研发任务是瞬间高倍率性能研发、降低成本研发等。
商用车用动力电池
新能源商用车用动力电池主要有三个子研发方向,分别是纯电动客车用动力电池、混合动力客车用动力电池、纯电动物流车用动力电池。纯电动客车用动力电池的研发任务主要有高安全研发、大容量高能量密度电芯研发、降低成本研发;插电式混合动力客车用动力电池的研发任务有高功率性能研发、高安全性能研发、降低成本研发等。纯电动物流车用动力电池的主要研发任务是降低成本研发、长循环寿命研发等。
储能锂电池
储能锂电池的研发任务包括长循环寿命和长日历寿命研发、降低成本研发、锂离子电池梯次利用研发等。
下一代电池
目前下一代电池还无法商业化,主要制约因素包括原材料不稳定、技术未突破等方面,项目将主要就下一代电池的各个技术瓶颈和关键环节进行投入,力争取得技术突破,并在未来进入下一代电池的系统研发,以促进下一代电池的商业化。
研发项目的主要业务流程如下:
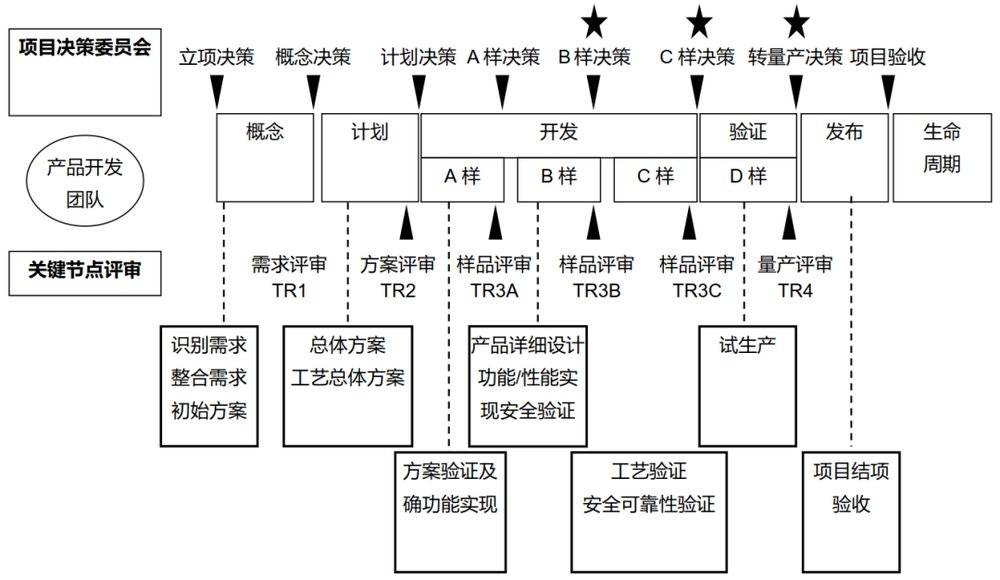
Figure 51 宁德时代项目研发流程 来源:宁德时代招股说明书
研发项目的主要立项依据为市场调研与分析、公司战略规划或客户需求等。根据项目类型由公司指定项目经理,项目经理结合公司规划及最新的内外部需求,确定项目初步构思,并与相关职能部门代表沟通协商指派专门的代表共同完成立项报告。
公司项目决策委员会对所有立项议题进行决策评审与审批,立项审批通过的项目,下达《项目任务书》,明确研发产品性能参数、关键开发周期、所需预算与人力等。
项目经理根据所需的项目角色组建项目团队,召开项目启动会,分配项目工作任务;根据规定的时间,拟定出进度计划,并定期检查实际进度,根据项目计划进行需求评审、方案评审、样品 A 样评审、样品 B 样评审、样品 C 样评审及量产评审。
项目完成时,项目团队根据结项要求对项目的有形资产和无形资产进行清算,项目经理对项目进行综合评估并向公司进行总结报告,例如评估项目完成情况、项目质量、投入产出分析、项目的市场价值、项目的贡献等。
CTP技术
2019年9月宁德时代在法兰克福车展中首次发布CTP技术。宁德时代称,由于省去了电池模组组装环节,较传统电池包,CTP电池包体积利用率提高了15%~20%,电池包零部件数量减少40%,生产效率提升了50%,将大幅降低动力电池的制造成本。同时,得益于内部结构的化繁为简,CTP电池包能量密度较传统电池包将提升了10%~15%。传统的电池包能量密度平均为180Wh/kg,而CTP电池包能量密度可达到200Wh/kg以上。
根据宁德时代的专利资料(申请号:20161036552.0),在电芯设计层面,有以下几个结构特点:
1)箱体由塑料筑成,箱体上侧敞开,且有收容多个电芯的收容空间;
2)具备多个散热板,设置于每两个电芯之间,散热板内部有沿宽度方向的散热通道,并且贯穿箱体的两个侧壁,与外界相连通;
3)多个单体电芯直接布置于箱体,无需先将多个单体电芯组装成模组形式;
4)在箱体外侧还设有风机,风机直接向散热板的散热通道内吹风,另一方面散热通道直接与外部的冷却液管路连通。
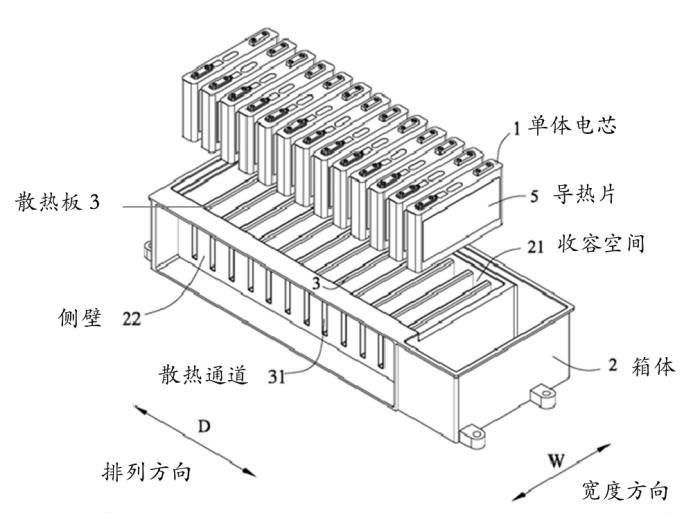
Figure 52 CTP 电池包系统爆炸图 资料来源:Soopat,宁德时代专利
电池包结构设计层面。 参考宁德时代的专利资料(申请号201620149208.4),该设计方案的关键点在于:
1)电芯单元设有电芯壳体,1 个或者多个串联单体电芯内置于上下壳体中,在单体电芯、电芯壳体之间和侧壁设有压力传感器和温度传感器,便于监控电芯过热膨胀发生相互挤压;
2)BMS 元器件密封于保护外壳中,单独加强电芯与 BMS 组件的防护等级,降低电池包箱体的防护等级,加速箱体内空气与外界的流通速率,在保护壳体内设有导热胶,便于及时散热;
3)电芯与 BMS 组件通过伸出的导电结构相连接。
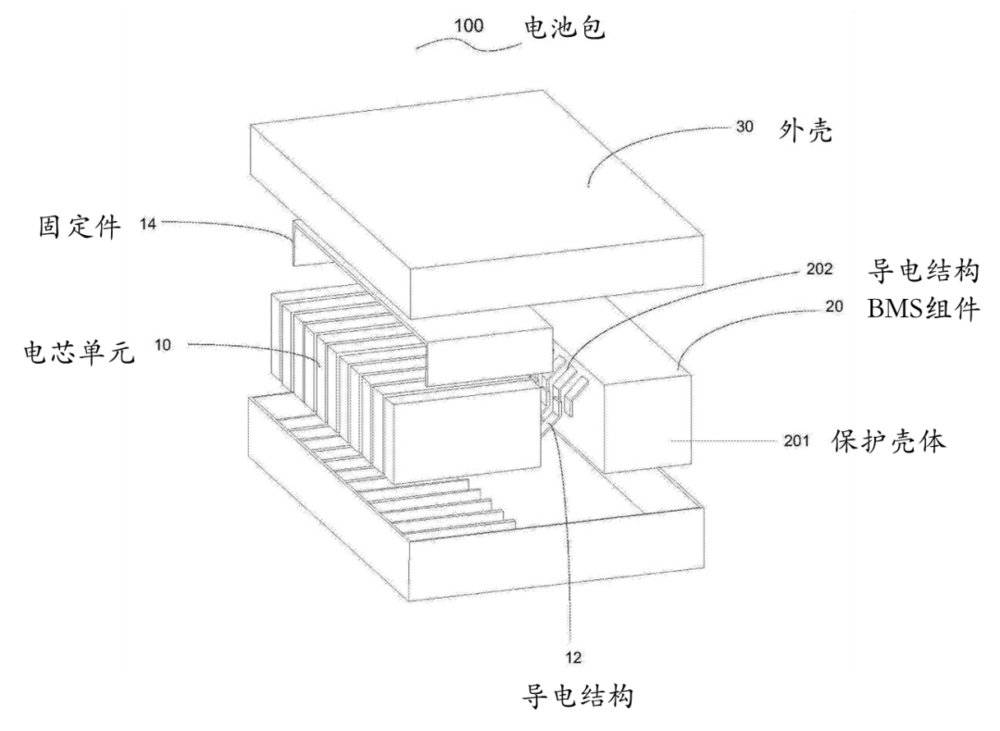
Figure 53 CTP 无模组化技术电池包系统爆炸图 资料来源:Soopat,宁德时代专利
传统电池模组散热较差,是影响电池包安全性和循环寿命的原因之一。传统电池模组结构是将单体电池大面相互贴合,采用焊接侧板和端板的方式,将单体电芯固定成电池模组,再将电池模组整体置于箱体中,利用箱体的侧面与单体电芯的底面接触导热,再在箱体侧面安装散热风道,对风道进行散热。在散热方面存在以下几个方面的问题:
1)散热效率低:电芯大面积被挤压,热量在电芯之间传递,缩短了电芯的寿命,大面热量无法传导,仅仅通过电池壳体底部接触进行热量传递,底部散热分布少,散热效率低;
2)导热硅胶散热有限:目前采用的是导热硅胶或液态灌封胶填充电芯的侧面和电池壳体的侧壁,散热面积有限,同时灌封量难控制,填充不均匀,硬化时间长,难以返修;
3)单体电芯贴合紧密影响寿命:单体电芯相互之间精密贴合,无预留空间,一旦发生紧急情况电芯出现膨胀,会相互挤压,影响使用寿命;
4)冷却效率低、冷却方式受限:只能对箱体外围进行风冷散热,风无法吹进单体电 池内部,更无法采用水冷方式,散热方式单一,无法应对后续大功率单体电池散热需求;
5)箱体采用压铸件、降低电池包能量密度:箱体无法采用轻量化材料,由于箱体需要与电芯接触导热,要采用压铸件,无法采用导热较差的塑胶箱体结构。
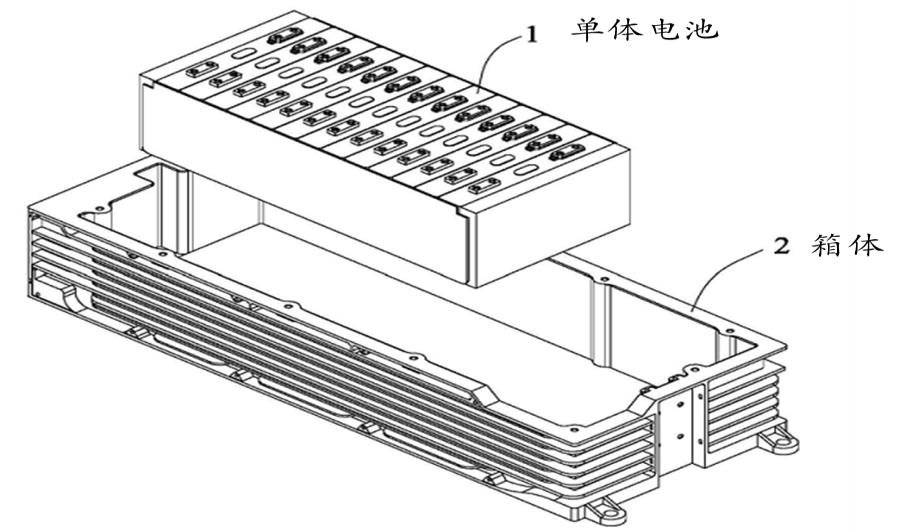
Figure 54 传统电池包系统爆炸图 资料来源:Soopat,宁德时代专利
CTP 无模组化方案具备比较优势。
1)简化了电池包的组装工艺,降低了生产成本;
2)箱体由塑料单独浇筑成型,有利于电池包的轻量化设计,提高能量密度;
3)散热板设置在相邻的两个单体电芯之间,避免了电芯发热膨胀相互挤压,同时避免热量相互传递,提高单体电芯寿命;
4)散热板直接与单体电芯的大面积接触,提高导热效率;
5)传统电池包只能小面积方向上风冷,CTP 技术实现了风冷与水冷相结合,提高散热效率。
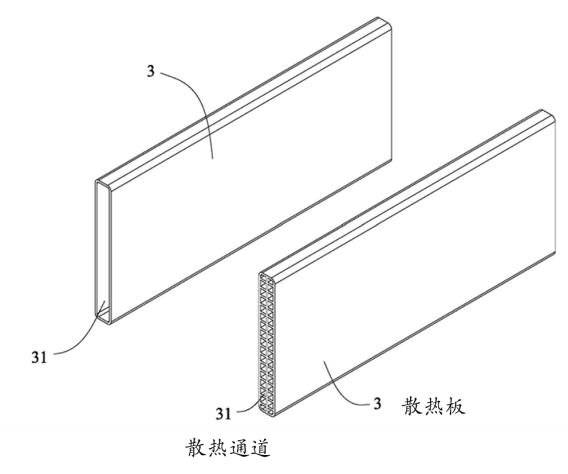
Figure 55 CTP 技术散热板结构示意图 来源:Soopat,宁德时代专利
超级快充技术
近年来动力电池能量密度不断提升,但依然没有解决电动汽车续航里程短、充电时间长等问题,而快充技术就成为了解决续航里程焦虑问题的可行路径。
2018年在宁德电动汽车大功率充电试点专题研讨会,宁德时代展示了采用“超级铁锂+高能量密度快充石墨”体系的EnerSpeedy超级铁锂电池的充电过程。该产品是60Ah的超级铁锂电池,可进行5C充电,演示过程用时7分12秒,就完成了20%至80%的充电,而20%到100%充电,仅耗时13分8秒。18年宁德时代发布的超级铁锂电池,5C速能型产品在70Wh/kg以上,3C高能型产品在115Wh/kg以上,而当时市场上常见的快充电池系统能量密度在40~60wh/kg。
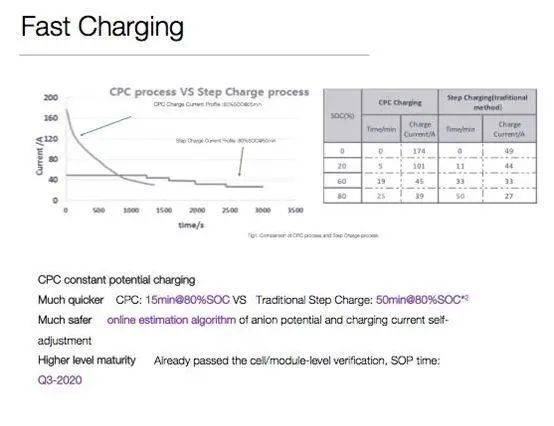
Figure 56 宁德时代快充,来源:GGII
19年法兰克福车展上又再次介绍超级快充电池,快充电池可在15分钟内可将电池荷电状态(SOC)从8%增加到80%。如果使用宁德时代研发的涡轮充电解决方案,9分钟内可充满至80%。
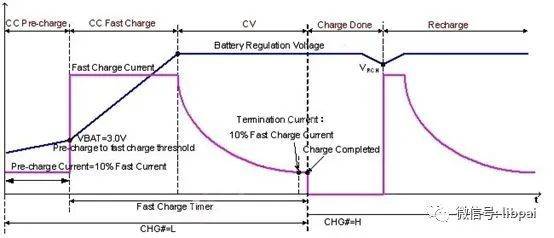
Figure 57 锂电池充电过程示意图(横坐标为时间纵坐标为电压), 来源:OFweek
锂电池充电初期会有一个小电流的预充过程,即CC Pre-charge,目的是为了让正负极材料稳定下来。此后,电池状态稳定后可以调整为大电流充电,即CC Fast Charge。最后,进入恒压充电模式(CV)。对于锂电池来说,系统检测到电压达到4.2V后就开始了恒压充电模式,充电电流逐步减少,小于一定值后充电结束。
普通化学体系的电池在快充时,负极会产生副产物(如晶枝等),从而影响电芯的循环性、稳定性和安全性,只能采用可承受快充大电流的负极材料。
理论上来说正极材料的选择,无论是三元还是磷酸铁锂,都不会影响负极快充的性能发挥,以及可靠性。但由于锂电池是一个系统性的产品,在实际使用过程中正极材料会从其他方面影响快充电池。在很多人的认知中,磷酸铁锂并不适合做快充的正极材料,这个结论并未有误。但磷酸铁锂不适合做快充正极材料的原因不在于磷酸铁锂影响了负极的快充性能,而在于传统的磷酸铁锂材料的导电性能较差,在快充过程中发热较为严重,温度升高会带来一系列的副反应,如电解液加热分解、产气等问题,从而影响电池整体的安全性。
除锂电池正负极材料外,电池制作工艺参数的变化也直接影响锂离子电池快充性能的发挥。
1)浆料
对于浆料的性质,一方面是要保持导电剂的均匀分散。因为导电剂在活性物质颗粒之间分布均匀,在活性物质之间、活性物质与集流体之间可形成较均匀的导电网络,具有收集微电流的作用,降低接触电阻,可以提高电子的移动速率。另一方面是防止导电剂的过分散。在充放电过程中,正负极材料晶体结构会发生变化,可能造成导电剂的剥离脱落,使电池内阻升高,影响性能。
2)极片面密度
理论上来讲,倍率型电池与高容量电池不可兼得。正负极极片面密度较低时,可以增大锂离子的扩散速度,降低离子和电子迁移阻力。面密度越低,极片越薄,在充放电中锂离子不断的嵌入与脱出对极片结构造成的变化也越小。但是面密度过低的话,就会降低电池能量密度,成本升高,所以需要对面密度综合考虑。
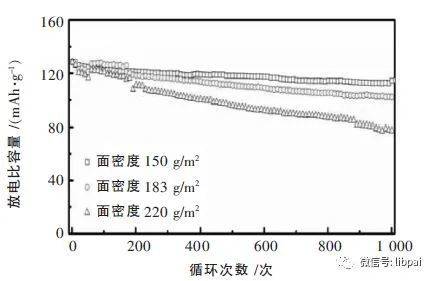
钴酸锂电池6C充电1C放电 面密度对循环次数的影响 来源:OFWEEK
通过钴酸锂6C充电1C放电的循环图,易知电池在高面密度的情况下进行快充会导致多次循环之后放电比容量下降,容量保持率下降的情况,缩短电池的使用寿命。
3)极片涂布一致性
影响快充性能的主要是负极极片的一致性情况。当负极面密度不一致,经过辊压之后,活物质的内部孔隙率就会存在较大差异。孔隙率的差异会引起内部电流分布的差异,在电池化成阶段影响SEI的形成及性能,最终影响电池快充性能。
4)极片压实密度
极片压实一方面可提高电池比能量,另一方面可提高电池性能。电极材料不同,最佳压实密度也不同。提高压实密度,电极极片的孔隙率越小,颗粒之间连接的越紧密,相同的面密度下极片的厚度越小,因此可减小锂离子的迁移路径。当压实密度过大时,电解液浸润效果不好,可能会破坏材料结构和导电剂分布,后期会出现卷绕问题。
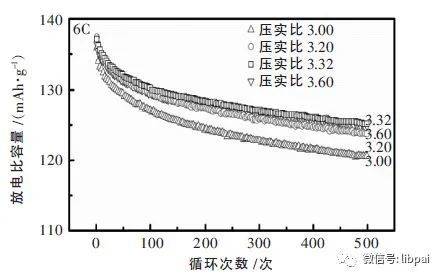
钴酸锂电池6C充电1C放电,压实密度对放电比容量的影响 来源OFweek
如图易知,压实密度较低时,快充模式下的循环相同次数后的放电比容量下降较快,容量保持率较差。较高的能量密度并未带来较好的能量保持率,相较之下较为合理的3.32压实密度处于最优的放电比容量状态。
5)化成老化
对碳负极电池来讲,化成-老化是锂电池的关键工艺,此过程会影响SEI的质量。SEI厚度不均匀或结构不稳定,会影响电池快充能力和循环寿命。
宁德时代针对快充电池的解决方案
锂电池快充性能的实现需要解决两个问题:
1)锂电池在快充过程中的发热问题。
2)如何加速锂离子在正负极间移动的速度,减少或者阻断负极副产物的产生。
以石墨作为负极主材,创新性运用孔道优化和“快离子环”技术,在石墨表面打造一圈高速通道,使锂离子能快速嵌入石墨的任何位置,大大提高锂离子在石墨负极的嵌入速度,并且,修饰后的石墨兼顾超级快充和高能量密度的特性,不会在快充时在负极会出现副产物,影响电芯的循环和稳定性。
正极方面,开发了“超电子网”技术修饰正极材料,结合正负极极片的晶体取向和容量过量系数等设计参数调配,优化电解液、正负极的动力学性能,使化学体系和电池设计参数达到最优匹配。
在机械件设计方面,创造性地对电池单体顶盖进行简化设计,将电极端子设置到顶盖板侧面并减小端子厚度,显著降低内阻,有效控制快充发热量,保证快充可靠性的同时提高5%以上能量密度。
BMS方面采用了恒电位闭环控制算法。该算法的核心是基于电池内部极化状态的开发。原理是基于电化学模型,通过控制阳极电位恒高于析锂电位阈值,最大化输入充电电流,而电流的输入会影响阳极电位,从而形成一个闭环控制,使电池充电时间达到最小化。
同时在BMS开发专门的系统用于识别化学体系在不同温度和SOC状态下的“健康充电区间”,在“健康充电区间”范围内进行快充,在实现快速充电同时,避免电池因快充而受到损害,做到快充、长循环和安全可靠性兼顾。
根据宁德时代在新闻媒体中的介绍,截至19年7月,搭载快充石墨为负极主材的超级铁锂快充电池的新能源电动大巴已经超过5000台,并且运行状态良好,该电池也被交通部评为“新能源公交最佳口碑电池”。
超长寿命电池
19年宁德时代在法兰克福车展上公布了其6年60万公里的长寿命电池。2020年6月宁德时代接受采访时透露,宁德时代将发布循环充电总续航(总里程)可达200万公里、寿命达16年的电池,售价高于普通新能源电池的10%左右,并且该电池的供货不限于特斯拉,可接受其他车企订单并进行生产。
据彭博社的统计,目前市面上大部分电动车,其电池的官方保证的总里程数约为25万公里、寿命为8年。对于电动车头部企业说,电池总里程相对高于该水平。根据特斯拉的资料显示,目前已经出厂的model3,电池最低使用寿命为1500次充电循环,可以保证它行驶48万~80万公里。从比亚迪的资料显示,其最新研发的刀片电池的理论数据是充放电3000次以上,行驶120万公里。
按照行业内统计的一般家庭乘用车平均每年2公里的的使用里程数计算,15年左右的报废年限计算,宁德时代的电池基本可以覆盖普通家庭的乘用车的全生命周期,使得乘用车无需在使用年限内更换电池包,提升新能源乘用车的残值率,提升用户新能源汽车的购买意愿。对于用于运营的乘用车更是利好的消息,按照一般出租车的行驶里程测算,出租车每年的行驶公里数在20万公里以上,用于运营的小型乘用车在2~3年内需要更换新的电池包,采用宁德时代的电池包技术后,运营用小型乘用车的电池包更换周期至少可延长至6~7年。
对于目前公布的消息中,尚有大量细节还未公开。如正极材料的体系,能量密度参数,是否支持快充等一系列问题。在此我们可以做一个大胆的猜测,该款电池应该是采用磷酸铁锂作为正极材料,搭载CTP技术后电池包系统能量密度在120~130wh/kg左右。理由在于16年的使用寿命,产品的有效循环次数对于宁德时代公布的该技术,行业的专家对于该技术的评价褒贬不一,部分专家对于该技术寄予厚望,部分专家认为该公告纯属噱头。
从电池原理的角度,我们猜测可能会使用到的技术方案:
1)正极单晶材料,单晶材料显著区别于二次球材料,具有更高的结构稳定性,更低的比表面积,更少的表面缺陷和更高的真密度等诸多优点。对单晶材料进行掺杂包覆等一定的优化后,使用单晶材料在提高电压的同时依然可以保证材料的循环性能,可兼顾电芯的能量密度和循环寿命。
2)负极表面修饰,使用带有“自修复”负极材料,新的负极材料可以自动修复使用过产生的少量SEI膜缺陷。以及负极材料的预补锂技术的应用。
3)解液的匹配开发,在电解液中加入特殊的正极成膜添加剂;优化了电解液的溶剂种类及比例,从而获得更稳定的固液相界面,更高效的离子传输,更宽的温度响应区间等优异特性;电芯表现出优异的高温长循环性能和低温放电、功率性能。
BMS技术
电芯自加热
低温状态下,动力电池活性降低,电池容量和性能衰减严重且不可逆。新能源汽车续航里程严重缩水,动力变弱。业内机构测评,在保持-7℃车外温度和20——22℃车内温度的情况下,国内部分知名企业的新能源汽车实测续航不及标称的一半。有实验显示,温度低于0℃,电池内阻大幅增加,降到-20℃,自放电现象最严重。由于电池本身无法在短时间内提升至工作温度区间。因此目前主流解决方式是给电池预热。
电池预热一方面要求电池组预热精准,即要消除低温引起的负面效应,又要让电池尽快从低温回暖到25~35度的“舒适温度”。另一方面要精确掌握电池组内部或外部产热过程,减少预热时热量损失,能充分节能,降低能耗。
最常见的是通过连接充电桩或使用电池内部电量,利用加热装置给电池冷却液加热,进而流经电池内部液体管路,通过类似“隔水炖”方式对电池进行保温或加热。
其中针对三元和磷酸铁锂电池的加热方式有差别。据高工锂电发布,三元电池抗低温性好,能量密度高,一般是采用BMS热管理,进行冷却液循环加热。
磷酸铁锂电池,其能量密度不高,抗低温性差,对热的敏感性差,一般采用没有冷却液的高压PTC加热,降低成本。(PTC发热体又叫PTC加热器,采用PTC陶瓷发热元件与铝管组成。该类型PTC发热体有热阻小、换热效率高的优点,是一种自动恒温、省电的电加热器。突出特点在于安全性能上,任何应用情况下均不会产生如电热管类加热器的表面“发红”现象,从而引起烫伤,火灾等安全隐患。)
特斯拉:循环加热
特斯拉针对动力电池低温,其Model 3设计思路是利用电驱系统的废热,类似传统燃油车用发动机余热给乘员舱供暖的原理,使其即用于车辆驱动,又用于产生额外的热量加热电池。采用的方案是在电动车上添加一个类似电热丝作用的零件。
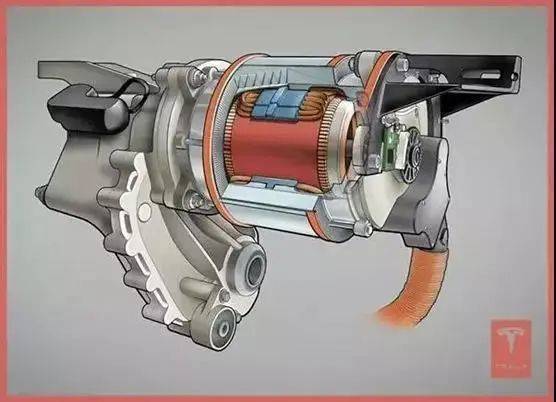
Figure 58 电机线绕圈组,来源:Tesla
加热模式下,电池内部的低温冷却液进入驱动系统进行热交换,变成高温冷却液,穿过水泵及冷却设备后(此时冷却设备不工作),进入电池包对电池进行加热。
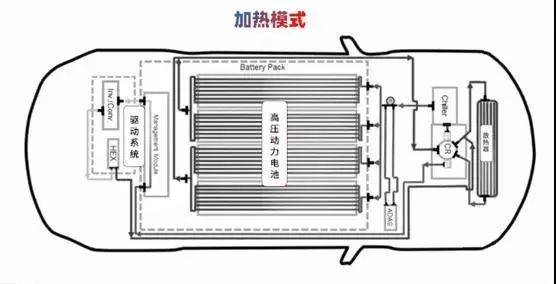
Figure 59 加热模式,来源:GGII
一般而言,电机驱动效率基本在90%以上,产生的10%热量并不足以用来为座舱和电池进行加热。然而特斯拉的电机控制软件,能降低电机效率,以产生更多的热量来给电池加热。
同时电机驱动功率可根据驾驶员需求实时变化,发热功率也能根据座舱,空调,电池温度实时调整。
特斯拉加热技术的益处。
1)充分利用电机余热,能量利用率高。在低温环境下充电可提前对电池进行预热,使电池获得最大的充电功率。
2)特斯拉电机的输出功率大,加热效果好,可在短时间内将电池加热至工作温度内。
低温速热
宁德时代针对电池低温问题采用了与特斯拉不同的技术路线,解决上主要从BMS电池热管理系统角度出发,利用电池低温状态下未能放出的能量进行加热。通过BMS电池管理系统识别电池状态,拟定速热控制策略,能够使电池温度在15分钟内从-20℃提升到10℃,充电能力提高5倍,放电能力提高7倍,延长电池寿命。电池快充时,BMS软件系统检测电池充电状态,利用充电时电池产生的温度帮助电池回温。在常温或夏季状态下,电池回温功能会自动停止。同时在最新一代能量型电池包中使用了加热膜,在-20℃环境下,电池容量保持率仍可高达90%。目前在实验测试条件下可以达到2℃/分的加热速率,并且在整个加热过程中,电芯温度差不超过4℃。
无线BMS
长时间使用之后,电池系统的线束接插件可能会老化失效。针对这个挑战,宁德时代设计了无线BMS,通过无线BMS技术,省去了线束以及接插件,简化了安装工艺。即使出现由于交通事故造成的BMS主控板损坏等问题,也可以通过车外的无线BMS工具实现对电芯的实时监控,从而杜绝二次事故的发生。宁德时代的无线BMS方案在仓储运输以及下线成组方面也有很大的优势。如果无线BMS结合键合工艺做成标准模组,便可以实现智能电芯的效果,随时可以检测任意一个电芯的状态。
诊断功能的充电站
电芯的残值评估对于新能源电动车主来说是非常想了解的重要信息。对此,宁德时代开发了电芯诊断算法,当新能源汽车与带有宁德时代电芯诊断功能的充电站相互连接时,BMS便会通过该充电站完成电芯的检测,向用户呈现一个完整详细的电芯检测报告。该技术在汽车保险、二手车市场、汽车年检等方面会有极大应用空间。
V2G
新能源汽车大规模推广后,无序充电将会对电网造成巨大冲击。宁德时代通过V2G技术可实现车网互动,电动汽车成为分布式移动式储能,不但可以避免冲击,还可以实现电网的削峰填谷。
V2G即Vehicle to Grid,中有一个典型的盈利模式是峰谷套利,即谷价时充电,峰价时向电网“卖电”,从而实现峰谷套利。此外,通过连接V2G装置,用户可以响应电网的旋转备用、调频等需求,在完成这些V2G响应任务后,由电网支付差价给电动车车主。V2G技术中长寿命电芯以及V2G装置是比较核心的两个技术点,宁德时代开发的长寿命电芯,完全可以满足V2G工况的使用需求。同时我们也开发了V2G装置,在不改电动车硬件结构的基础上,为电动车赋予了V2G功能。
安全核心算法
基于对电化学机理的深度了解,宁德时代研发出不同的电池模型:老化模型/OCV模型/内阻模型/Crack模型/滞后模型等,去计算SOC(荷电状态)/SOH(电池健康状态)/SOP(功率承受能力)/SOE(电池剩余电量)/Balance,满足对电芯/模组/pack/整车不同层级的验证。数以万计的工况测试验证:四季测试/标准工况测试/客户工况测试/宁德时代基于工况数据进行内部研发工况测试;在多种SOC范围内进行验证;不同车型上验证(BEV/PHEV/HEV)
原理:通过电池模型进行在线的实时预估,通过预估与实测的差值反修正参数,再结合多种修正算法进行参数在线更新,形成自修正闭环控制算法,可以将误差降低至极小的可接受范围内,从而实现安全核心算法。
平台化
宁德时代进行平台化开发,主要平台分为Car平台和Bus平台。通过平台化开发,对所有的内外部需求进行了有效的管理和跟踪,大幅提高了软硬件开发质量,同时可以大大的缩短开发周期。做到了“One Software Platform, Different System Derivates”.
新体系电池
锂空气电池(燃料电池)
金属锂空气电池相关专利1个。金属空气电池,尤其使锂空气电池的能量密度远高于目前的锂离子电池的能量密度,完全可与内燃机的油气系统相媲美,考虑到电池电机系统的能量效率远远高于内燃机系统,理论上锂空气电池的续航里程可以远超传统汽车。但是,实际条件下,锂空气电池反应并不能彻底进行,反应过程中会产生过氧化锂,浪费了很大一部分的可用能源。此外,反应生成的氧化物容易堵塞气体电极,使得反应过程被迫中断,无法发挥其大能量密度优势。同时,由于空气电极的极化过电位非常高,一方面限制了反应动力学,另一方面造成了很大的能量浪费,使得锂空气电池的能量密度优势大打折扣,难以提升功率密度。
根据宁德时代专利CN110661062A的资料,其专利设计思路是,通过将难以发生的一步反应(金属-空气电池反应,Li+O2=Li2O)转换为两步相对更容易的反应(金属-水反应和燃料电池反应,如Li+H2O=LiOH+1/2H2和1/2O2+H2=H2O),重新设计了一种金属-水-空气电池,可以有效克服传统金属-空气电池的所有缺陷,实现电池的高效和高能量密度。
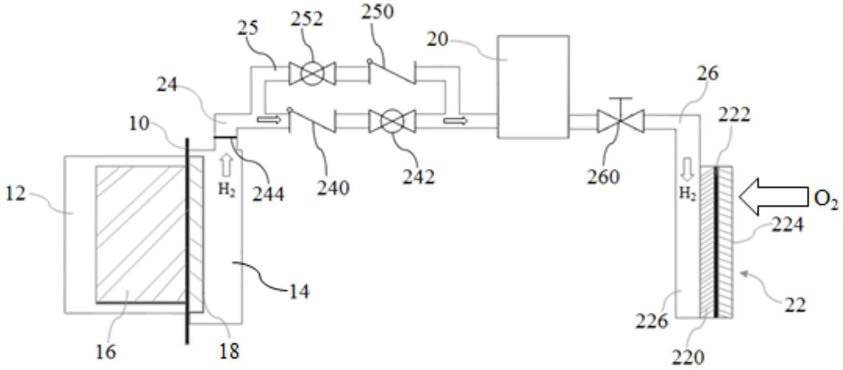
Figure 60 宁德时代锂-水-空气电池放电过程示意图,来源soopat。10-隔膜;12-金属腔;14-水电极腔;16-金属负极;18-水电极;20-储氢器;22-燃料电池;220-氢气电极;222-电解质;224-空气电极;226-氢气电极气体管道;24-第一管道;240-第一单向阀;242-第一调节阀;244-防水透气膜;25-旁路管线;250-第二单向阀;252-第二调节阀;26-第二管道;260-第三调节阀。
放电时,第一管道24上的第一调节阀242处于打开状态,旁路管线25上的第二调节阀252处于关闭状态,金属负极(金属锂负极)16被氧化,失去电子,电子通过外电路流向水电极18,由于失去电子的金属(锂)中会有金属离子(锂离子)析出,析出的金属离子(锂离子)通过隔膜10到达水电极18与水发生反应生成相应的产物(如金属氢氧化物);与此同时水分子(氢离子)可以通过水电极18获得电子生成氢气,金属(锂)与水反应的同时对外输出电能。反应生成的氢气通过第一管道24进入到储氢器20内部,储氢器20内部的氢气可以通过第二管道26供给给燃料电池(氢氧燃料电池)22,与氧气发生反应,同时输出电能并生成水,生成的水可以通过管路再次供给水电极18使其继续发生反应。
充电时,第一管道24上的第一调节阀242处于关闭状态,旁路管线25上的第二调节阀252处于打开状态,给燃料电池(氢氧燃料电池)22输入水并通电(发生电解水过程),就可以再生成氢气和氧气,生成的氢气经过储氢器20之后供给给水电极18,给金属负极(金属锂负极)16和水电极18通电,氢气就可以在水电极18上释放电子生成氢离子,氢离子与金属氢氧化物(氢氧化锂)反应生成水和金属离子(锂离子),金属离子(锂离子)通过固态电解质隔膜10到达金属负极(金属锂负极)16获得电子并生成金属单质(锂),从而完成充电反应。
整个反应的后半程相当于是使氢气代替现有技术中的金属与氧气直接反应,从而反应活性更高,更容易进行,完全避免了现有空气电极的堵塞问题,同时可以利用现有技术中的成熟的燃料电池来实现反应,更加实用。
补充能量的方式,可以采用充电的方式进行补充,还可以采用直接更换金属负极的方式,在短时间内快速完成能源补充。
宁德时代专利所具有的有益效果:
能量密度高、续航里程长,可以媲美燃油系统;
可以通过更换金属的方式实现快速能量补给;
存储、运输和补给方便,反应充分,极化过电位低,无副产物堵塞电极,可逆性更好;
无需使用大容量的储氢系统,安全性能高;
无需配备加氢站的基础设施,便于推广应用。
钠离子电池
目前宁德时代共拥有可查钠离子电池的相关专利10个。
钠离子电池与锂离子电池的问世几乎同步,都出现在20世纪80年代,随着索尼公司在90年代推出的商用版的锂离子电池,使得锂离子电池逐渐成为高性能化学电池的代表。近年来由于市场对储能系统(EES)的需求大幅增加,包括基站、风力发电储能、电网储能以及低速电动车领域的铅酸电池换代,这些都为钠离子电池提供了丰富的应用场景,钠离子电池也得以快速发展。
钠离子电池的工作原理于锂离子电池的工作原理基本一致,都属于”摇椅”可充电电池,工作过程中,钠离子穿过隔膜在正负极之间来回移动,电子在外电路中移动形成电路。区别于移动设备电源(~4Wh)和动力电池(~40KWh),ESS用于智能电网需要达到MWh的储能规模,因此电池的价格和安全性是首要考虑的。作为储能电池需要具备哪些特性:
1)储能电池作为电站的储能设备时,应具有大能量密度和低自放电(调节昼夜峰谷电);
2)储能电池作为电网调峰设备时,储能设备需要在几秒钟或几分钟内频繁的峰值调节,这使得储能设备有快速的响应时间,需要储能电池具备高倍率快速连续充放电的能力(调节电网电压波动);
3)电池的电化学性能稳定,电池需要尽可能不受环境温度的影响;
4)回收成本低,在产品废弃时不产生大量的额外费用。
考虑用于ESS的储能体系有铅酸电池,锂离子电池和钠离子电池;铅酸电池成本低,但能量密度较低制约应用;锂离子电池能量密度高,但地球的锂储量不足和成本偏高,必须有相应的锂资源回收利用系统支持。钠离子电池中的钠储量丰富价格低廉,原料易得。
钠离子作为储能类电池的优势:
低廉的资源-前驱体材料价廉易得,满足对规模供给和低价的需求。钠源广泛:钠盐,比如NaCl\Na2CO3\Na2SO4,都可以从海水和矿物中得到,钠金属的价格在2元每公斤。过渡金属:过渡金属元素是电极材料的关键,相对来说Fe \Mn是便宜的,但是因为锂离子(0.76A)和铁离子(III)(0.645A)的半径比较接近,在层状LiFeO2中容易发生混排,所以锂离子电池正极适合选择磷酸盐材料,相应的制备成本会高一些。而钠离子(1.02A)未存在此问题。集流体选择上,锂离子电池负极集流体需要使用铜箔,而钠离子电池的正负极集流体均可使用铝箔材质。钠离子电池成本与锂离子电池成本测算,材料成本可降低30~40%(具体降低的成本数值,视磷酸铁锂的价格而定并不绝对,但降本趋势确定)。
高的倍率性能-能够适应响应型储能和规模供电。对电能的需求和清洁能源发电都随时间和地区而不同,这样的波动会对智能电网的安全性和储能设备提出更高的要求。因此,ESS应该具备至少两个主要的功能-对清洁能源的间歇供电进行调制和智能电网峰值供电的调节,也就是说,储能设备需要满足间歇的大规模储能,同时要具备大功率输出的特点。目前主要研究的可提供高倍率性能的钠离子正极材料可分为层状过渡金属氧化物以及钠超离子导体材料,由于常规石墨不适合作为钠离子材料,因此通过碳改性的方式等方式提高钠离子电池倍率的问题。层状过渡金属氧化物:根据锂离子电池的研究经验,对层状电极材料进行改性能够大幅提高电池的倍率性能,如改变材料尺寸和导电中间相能够提高电极反应动力。单金属钠插层材料NaxMO2(M=Co,Mn,Fe,Cr,Ni)中,表面碳包覆的NaCrO2材料表现出优异的倍率性能(150C),27S完成满充/满放。以NaCrO2为正极,硬碳为负极组装全电电流密度也能达到100C。Dong 等人制备了一种新型Z字形分级层状Na1.25V3O8纳米线,电流密度200mA/g时容量达到158.7mAh/g,并且能够稳定循环。钠超离子导体(NASICON):NASICON的通式为NaxMM’(XO4)3(M/M’=V, Ti, Fe,Nb; X=P, S, x=0-4),其具有开放的结构能够为钠离子提供快速扩散通道,因此能够得到高倍率性能的钠离子电池。Na3V2(PO4)3是钠超离子导体的典型材料,它具有高的离子电导率,但是其金属多面体和富电子的聚阴离子结构分离导致电子电导率较低。为了提高其电子电导率,表面包覆是常用的方法。Xu 等人合成了插层Na3V2(PO4)3-还原氧化石墨烯复合材料,倍率达到200C,接近理论容量的50%。Ren 等用牺牲模板法制备了3D Na3V2(PO4)3纳米纤维网络结构,提供了更丰富的离子传输通道,连续的电子转移结构,在10C的电流密度下循环1000周容量保持率达到95.9%。另外,关于NaTi2(PO4)3的相关研究也证明,NASICON能够提供高的倍率性能。
碳基材料:由于缺少稳定的Na-C相,石墨被认为不适合用于钠离子电池,但有研究表明钠离子在合适的电解液体系中能够嵌入石墨的层间,Adelhelm 等人发现二甘醇二甲醚基电解液能够和钠离子发生共嵌入于石墨层间,容量100mAh/g并能循环1000次以上。这是因为电解液离子能进入石墨层间促使其层间剥离得到单片层。另一个方法是氧化石墨,使其发生膨胀增大层间距,然后再部分还原。为了提高钠离子电池的倍率性能,有不少关于硬碳的研究。如Stevens 和 Dahn 比较了钠和锂在硬碳中的储存行为,与锂离子嵌入/脱嵌于无序的石墨烯片层间的行为不同,钠离子发生的是吸附行为。因此,设计微纳结构硬碳能够有效提高反应动力。除了硬碳,还有很多研究表明具有高比表面的石墨烯复合材料也能用于高倍率性能的钠离子电池负极。
工况要求低-能够满足所有气候条件下应用,不完全依赖温度调节设备。温度的变化会广泛的影响电池的化学性能的变化,而钠离子电池可以在不使用温控装置的情况下,在一个广泛的温度范围能进行工作(-30~55℃)。这种在广泛的温度适应能力,使得钠离子电池被很好的使用在储能系统领域,并且在没有温控加热的区域。钠离子电池对不同气候环境的高度适应性,突出了它的可靠性和安全性。
可回收-避免环境污染和资源浪费,实现回收再利用的闭环。早在1980年NGK公司已经成功的在世界200多个地区应用高温钠硫电池(HT-NSB),总设计能量达到3700MWh。但需要300°C的工作环境来保持电解质流动性,带来了安全隐患和腐蚀的问题。2011年NGK公司的安全事故,打击了人们对高温钠硫电池的热情。
我们根据宁德时代最新发布的钠离子电池的相关专利,发现宁德时代所研制的钠离子电池正极材料使用的是一种普鲁士蓝类材料。普鲁士蓝类(Prussian Blue Analogue,PBA)材料的结构式一般可表示为AxMc[M’(CN)6]1-y(b-H2O)6y•□y•(i-H2O)z,其中A为碱金属或碱土金属阳离子,M、M′为过渡金属阳离子,可以选自Mn、Fe、Co、Ni、Cu、Zn等中的一种或几种,□为M′(CN)6空穴,b-H2O为配位水,i-H2O为空隙水,0
当钠离子电池进行充放电时,碱金属或碱土金属阳离子从PBA三维骨架结构中脱出、嵌入,在此过程中,PBA的三维骨架结构必须保持稳定,钠离子电池才有稳定的循环寿命。但碱金属或碱土金属阳离子在嵌入、脱出过程中不可避免的会引起PBA晶格常数的微小变化,尤其是当PBA中有两个过渡金属同时变价时晶格常数变化更大。此外,当PBA结构中空穴较多时,碱金属或碱土金属阳离子在嵌入、脱出过程中会与空穴中的水分发生强烈的相互作用,导致M-C≡N-M′结构的破坏,进而导致PBA三维骨架结构的塌陷。所以,空穴较多且具有两个过渡金属同时变价时的PBA材料往往循环稳定性较差,导致钠离子电池的循环寿命较短。
宁德时代专利使用的正极活性材料为Na1.85Mn[Fe(CN)6]0.96(b-H2O)0.24•□0.04•(i-H2O)1.61,负极材料采用硬碳,电解液采用六氟磷酸钠。并在电解液加入添加剂,使得在钠离子电池充放电过程中该阳离子会优先嵌入、脱出普鲁士蓝类材料中,由于该阳离子具有较小的电荷/半径比,所以其在嵌入、脱出过程中对普鲁士蓝类材料的结构破坏较小,从而可以稳定普鲁士蓝类材料的三维骨架结构,使钠离子电池具有良好的循环性能。
由于新市场前景的应用,使得室温钠离子电池又一次进入大众的视野。国内专注研究钠离子电池研发和制造企业并不多,目前市面上较为有名的钠离子研究企业使中科海纳。目前,中科海钠已经建成了钠离子电池正负极材料百吨级中试线及兆瓦时级电芯线,在关键材料方面已获得国内外专利近三十个,并完成了全球首辆钠离子电池低速电动车示范和首座100 kW·h钠离子电池储能电站示范。
中科院物理所和中科海钠的研发团队自主研发了高温裂解无烟煤作为钠离子电池负极材料,其电化学性能十分优秀,具有较高的可逆比容量和优异的循环性能,同时也研制了具有自主知识产权不使用贵金属的层状氧化物钠铜铁锰作为正极材料,并可直接利用现有的锂离子电池生产线进行生产。对电极材料的探索以及生产过程的沿用,使得中科海钠可以很好地控制钠离子电池产品的成本,并有效提高电池性能,具有核心专利的电池正负极材料也为中科海钠带来了强大的市场优势。
钠离子电池正式的商用预计最快要在2021年左右,主要针对低速电动车市场以及储能市场,这一部分的市场最大的竞争对手是磷酸铁锂电池。
虽然钠离子电子有着高倍率性,较宽的温度适应范围,但就目前的情况看钠离子电池想要完全取代磷酸铁锂电池的可能性甚微,主要原因在于目前钠离子电池的比容量还未及磷酸铁锂的克容量。目前钠离子电池的克容量以超过铅酸电池,未来可能出现钠离子与磷酸铁锂共存的市场情况。
固态电池
目前宁德时代共拥有固态电池相关专利7个。根据工信部颁布的《中国制造2025》提出的对动力电池单体能量密度的需求,在现有锂离子电池体系下,即使是使用干电极技术也很难达到国家的既定要求,这意味着必将会有新的电池体系出现。
新能源汽车作为锂离子电池最大的应用场景,不断推动着锂离子电池不断的向前发展。就新能源汽车行业来说,目前制约新能源汽车发展以及影响公众购买意愿的主要因素在于新能源车的安全问题。人们对新能源汽车最大的负面印象是新能源汽车自燃的问题,而自然问题的元凶就是锂离子电池可燃的液态有机电解液。由于锂电池发生内部或者外部短路后,短时间内电池释放出大量热量,温度极剧升高,导致热失控。而易燃性的液态电解液在高温下会被点燃,最终导致电池起火或者爆炸。现有避免自燃的主要手段无外乎,在电解液中添加阻燃剂,优化BMS热管理系统,采用陶瓷涂覆与耐高温的隔膜等等。但这些方式并未彻底根除电池系统的安全隐患,这也是行业内将这一希望寄托在了固态电池上的原因。
固态电池的发展有他的必然性,原因在于固态电池采用不可燃的固态电解质替换现有体系下的可燃性有机液态电解质,大幅度提升了电池系统的安全性,同时能够减轻系统总量,实现能量密度的提升。固态电池在各类新型电池体系中,是距离产业化最近的下一代技术,已经成为锂电池行业内的共识。
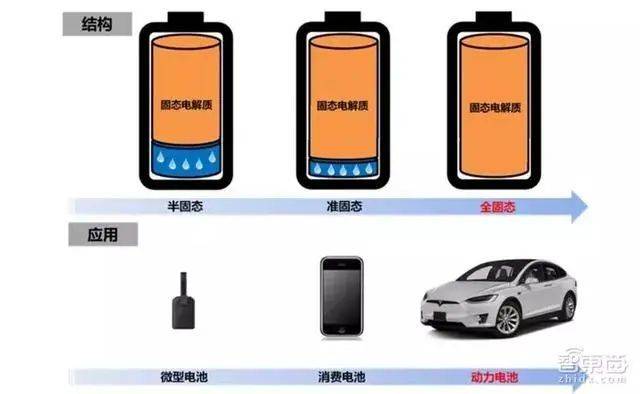
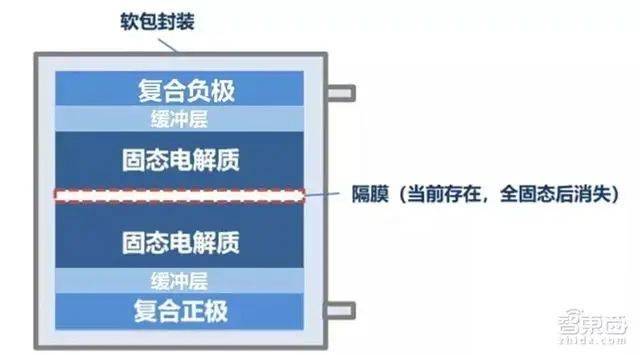
Figure 61 固态电池技术结构 , 来源:智东西
固态电池的出现将会对现有液态锂离子电池体系下的四大材料带来不少的影响。
电解质
电解质层面上可以说是目前变化最大的材料之一。固态电池顾名思义是将原先的液态的电解质变为了固态的电解质。固态电解质不可燃烧,极大提高电池安全性。与传统锂电池相比,全固态电池最突出的优点是安全性。固态电池具有不可燃、耐高温、无腐蚀、不挥发的特性,避免了传统锂离子电池中的电解液泄露、电极短路等现象,降低了电池组对于温度的敏感性,根除安全隐患。同时,固态电解质的绝缘性使得其良好地将电池正极与负极阻隔,避免正负极接触产生短路的同时能充当隔膜的功能。
按照目前对固态电解质的研究,可将固态电解质分为聚合物、氧化物、硫化物三种体系。但是无论哪种体系都无法避免导电率低下的问题,目前三种体系的固态电解质的导电率都远低于液态电解质的水平。三种固态电解质之间对比导电率,从低到高分别是聚合物、氧化物、硫化物。较低的导电率意味着锂离子在正负极之间不能顺利的游走。
固态电池的另一个问题在于较高的界面阻抗。在电极与电解质界面上,传统液态电解质与正、负极的接触方式为液/固接触,界面润湿性良好,界面之间不会产生大的阻抗,相比较之下,固态电解质与正负极之间以固/固界面的方式接触,接触面积小,与极片的接触紧密性较差,界面阻抗较高,锂离子在界面之间的传输受阻。
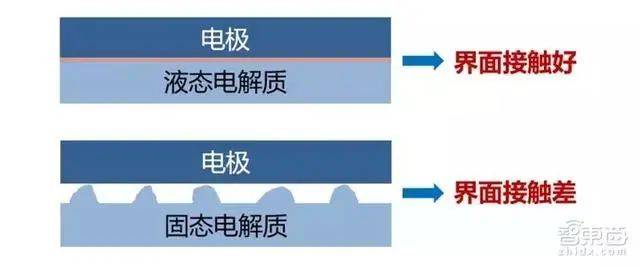
Figure 62 固态电解质界面阻抗高于传统液态电解质 , 来源: 来源智东西
低离子电导率与高界面阻抗导致了固态电池的高内阻, 锂离子在电池内部传输效率低,在高倍率大电流下的运动能力更差,直接影响电池的能量密度与功率密度。
固态电池的三大体系各有优势,其中聚合物电解质属于有机电解质,氧化物与硫化物属于无机陶瓷电解质。纵览全球固态电池企业,有初创公司,也不乏国际厂商,企业之间独踞山头信仰不同的电解质体系,未出现技术流动或融合的态势。欧美企业偏好氧化物与聚合物体系,而日韩企业则更多致力于解决硫化物体系的产业化难题,其中以丰田、三星等巨头为代表。

Figure 63 电解质分类及对应公司 ,来源: 智东西
聚合物体系:率先小规模量产,技术最成熟,性能上限低。聚合物体系属于有机固态电解质,主要由聚合物基体与锂盐构成,量产的聚合物固态电池材料体系主要为聚环氧乙烷(PEO) -LiTFSI(LiFSI),该类电解质的优点是高温离子电导率高,易于加工,电极界面阻抗可控。因此成为最先实现产业化的技术方向。但其室温离子电导率为三大体系中最低,严重制约了该类型电解质的发展。电导率过低+低容量正极意味着该材料的较低的能量与功率密度上限。 在室温下,过低的离子电导率(10-5S/cm 或更低)使离子难以在内部迁移,在 50~80℃的环境下利用才勉强接近可以实用化的10-3S/cm。此外, PEO 材料的氧化电压为3.8V,难以适配除磷酸铁锂以外的高能量密度正极,因此,聚合物基锂金属电池很难超过300Wh/kg 的能量密度。
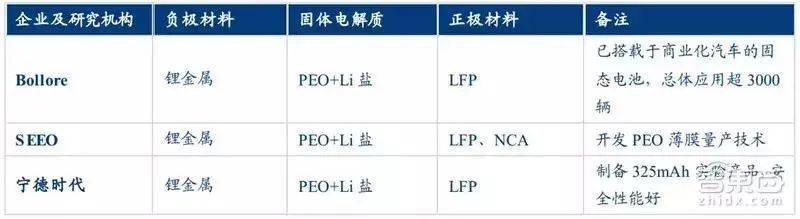
Figure 64 聚合物体系 ,来源: 智东西
氧化物体系: 分为薄膜型与非薄膜型,薄膜型适用于微型电子, 非薄膜型综合性能优异。对比有机固态电解质,无机固态电解质包括氧化物体系与硫化物体系,无机材料的锂离子电导率在室温下要更高,但电极之间的界面电阻往往高于聚合物体系。 其中氧化物体系开发进展更快,已有产品投入市场。氧化物体系主要分为薄膜型与非薄膜型两大类。 薄膜型主要采用 LiPON 这种非晶态氧化物作为电解质材料,电池往往薄膜化;而非薄膜型则指除 LiPON 以外的晶态氧化物电解质,包括LLZO、LATP、LLTO等,其中LLZO是当前的热门材料,综合性能优异。
非薄膜型氧化物产品综合性能出色,是当前开发热门。 非薄膜型产品的电导率略低于薄膜型产品,但仍然远高出聚合物体系,且其可生产成容量型电池而非薄膜形态, 从而大大减少了生产成本。非薄膜型氧化物固态电池的各项指标都比较平衡,不存在较大的生产难题,已成为中国企业重点开发的方向,台湾辉能与江苏清陶都是此赛道的知名玩家。非薄膜型产品已尝试打开消费电子市场。 台湾辉能科技公司量产的非薄膜型固态电池是在消费电子市场“吃螃蟹”的先行者。公司产品采用软性电路板为基材,厚度可以达到2mm,且电池可以随意折叠弯曲。2014年公司与手机厂商HTC合作生产了一款能给手机充电的手机保护皮套,采用了五片氧化物固态电池共提供了1150mAh容量的电源,通过接口直接为手机充电。同时,产品在可穿戴设备等领域也有应用。
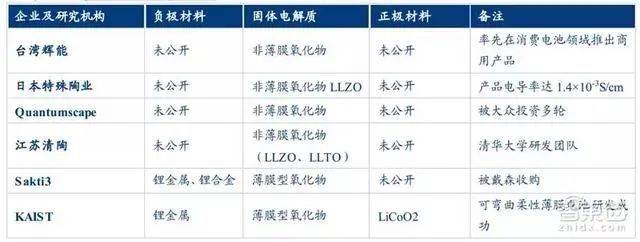
Figure 65 氧化物体系,来源: 智东西
硫化物体系:开发潜力最大,难度也最大。硫化物电解质是电导率最高的一类固体电解质, 室温下材料电导率可达10-4-10-3S/cm, 且电化学窗口达5V以上,在锂离子电池中应用前景较好, 是学术界及产业界关注的重点。 因为其拥有能与液态电解质相媲美的离子电导率,是在电动汽车方向最有希望率先实现渗透的种子选手,同时也最有可能率先实现快充快放。受日韩企业热捧。 硫化物固态电池的开发主要以丰田、三星、本田以及宁德时代为代表,其中以丰田技术最为领先,其发布了安时级的Demo电池以及电化学性能,同时,还以室温电导率较高的LGPS作为电解质,制备出较大的电池组。
硫化物固态电解质拥有最大的潜力,但开发进度也处于最早期。其生产环境限制与安全问题是最大的阻碍。 硫化物基固态电解质对空气敏感,容易氧化,遇水易产生 H2S 等有害气体,这意味着生产环境的控制将十分苛刻,需要隔绝水分与氧气,而有毒气体的产生也与固态电池的初衷相悖。
综合看来,聚合物体系工艺最成熟,率先诞生EV级别产品(博洛雷公司产品能量密度为100Wh/kg), 其概念性与前瞻性引发后来者加速投资研发,但性能上限制约发展,与无机固态电解质复合将是未来可能的解决路径;氧化物体系中, 薄膜类型开发重点在于容量的扩充与规模化生产,而非薄膜类型的综合性能较好,是当前研发的重点方向;硫化物体系是最具希望应用于电动车领域的固态电池体系,但处于发展空间巨大与技术水平不成熟的两极化局面,解决安全问题与界面问题是未来的重点。
隔膜
隔膜相较于其他材料处于较为尴尬的位置。现阶段的大部分固态电池企业的产品仍需添加少量液态电解液以缓解电极界面问题、增加电导率,因此隔膜仍然存在与电池中以用来阻隔正负极,避免电池短路。这种折中的解决方法同时拥有固态电池的性能优势,在技术难度上也更加易于实现。而随着技术推进,未来电解液用量会越来越少,当过渡到完全不含液体或液体含量足够小时,电池将取消隔膜设计。
正极材料
固态电池体系下可以提供更宽的电化学窗口,更易搭载高电压正极材料:提高正极材料容量需要充电至高电压以便脱出更多的锂,目前针对钴酸锂的电解质溶液可以充电到4.45V,三元材料可以充电到4.35V,继续充到更高电压, 液态电解液会被氧化,正极表面也会发生不可逆相变,三元811电池的推广目前便受到了耐高压电解液的制约。而固态电解质的电化学窗口更宽,可达到5V,更加适应于高电压型电极材料。随着正极材料的持续升级,固态电解质能够做出较好的适配,有利于提升电池系统的能量密度。
负极材料
固态电池体系下,负极材料依然可以沿用现有体系下的石墨类与硅基类负极。但固态电池体系下对金属锂的良好兼容性,使得金属锂作为“最终负极”被使用成为可能。
锂金属的克容量为3860mAh/g,约为石墨(372mAh/g)的10倍。同时其本身就是锂源,正极材料选择面更宽,可以是含锂或不含锂的嵌入化合物,也可以是硫或硫化物甚至空气,分别对应能量密度更高的锂硫和锂空电池,理论能量密度接近当前电池的10倍。
锂金属负极在当前传统液态电池体系难以实现。锂金属电池的研究最早可追溯到上世纪60年代,并在20世纪70年代已成功开发应用于一次电池。而在可充放电池领域,金属锂负极在液态电池中存在一系列技术问题至今仍缺乏有效的解决方法,比如金属锂与液态电解质界面副反应多、 SEI膜分布不均匀且不稳定导致循环寿命差,金属锂的不均匀沉积和溶解导致锂枝晶和孔洞的不均匀形成。
固态电解质在解决锂金属负极应用问题上被科学界寄予厚望。研究者把解决金属锂负极的应用问题寄希望于固态电解质的使用,主要思路是避免液体电解质中持续发生的副反应,同时利用固体电解质的力学与电学特性抑制锂枝晶的形成。此外,由于固态电解质将正极与负极材料隔离开,不会产生锂枝晶刺破隔膜的短路效应。
固态电池领域各大企业布局加速
据不完全统计,目前全球范围内致力于固态电池技术研发与应用的车企与动力电池企业有20多家,其中不少企业都宣布要量产固态电池,并制定了相应的发展路线计划。
国际上,除了大众汽车,宝马、丰田、本田、日产、松下等车企及电池企业均在固态电池领域有所布局。其中,宝马2017年就开始牵手Soild Power开发固态电池;丰田作为较早着手研发固态电池的车企之一,侧重硫化物固态电解质技术路线,有望在2022年推出搭载固态电池的车型;2020年初,丰田宣布与松下成立合资企业生产固态电池;同在2020年初,戴姆勒宣布与加拿大魁北克水电公司合作开发固态电池技术,一旦达到量产状态,将在戴姆勒旗下的电动汽车上使用。大众汽车宣布已向斯坦福大学研发固态电池的衍生企业QuantumScape追加投资2亿美元(约合14亿元人民币),旨在加速推动固态电池技术的研发和商业化量产,并预计在2025年建成一条为电动汽车生产固态电池的生产线。
与国际主流车企扎堆布局固态电池不同,国内布局固态电池的主力军是动力电池企业,传统车企仅有北汽集团与比亚迪两家布局,新造车企业的布局者相对更多。
在国内动力电池企业中,清陶能源、宁德时代、赣锋锂业、辉能、北京卫蓝、卡耐新能源等走在固态电池研发前列。据了解,清陶能源目前已开发出全固态电池,单体能量密度可达到430Wh/kg,量产阶段可达到300Wh/g以上;宁德时代在聚合物固态锂金属电池和硫化物基固态电池方向都有研究;赣锋锂业年产亿瓦时级第一代固态锂电池研发中试生产线已建成试产;卫蓝新能源2019年在江苏举行了固态电池项目奠基,计划于2020年建成年产0.1GWh固态电池生产线;辉能科技称2023 年将开始全固态电池试产,2024年全固态电池量产。
传统车企方面,北汽集团旗下北汽产投于2019年8月完成了对清陶能源的投资,双方将在固态锂电池的产业化方面合作,但并未公布具体的量产落地时间。比亚迪表示,目前正在积极推进固态电池项目商用。
新造车企业中,蔚来汽车、天际汽车、爱驰汽车已分别与辉能科技达成合作,共同研发固态电池。其中天际汽车在2019年初就推出了首款搭载固态电池的ME7样车,不过目前并无最新进展。近日,哪吒汽车宣布与清陶能源达成全面深度合作,共同推进固态电池的研发与应用。
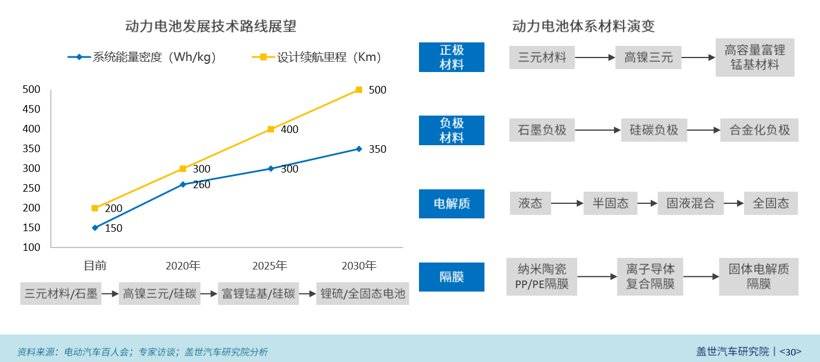
根据盖世汽车研究院《新能源汽车动力电池产业报告(2020版)》预测分析,2020年前后电池材料将主要向镍三元+硅碳演变,到2025年富锂锰基正极材料取得突破,到2030年电解质方面取得突破后,有望实现全固态电池。国内锂电巨头宁德时代亦认为,全固态电池至少要到2030年才能进行大规模量产。
虽然固态电池量产尚需时日,但是不难看出,没能在这一轮动力电池掌握住主动权的企业,都早早地将目光锁定在下一代动力电池的赛道上,固态电池则早已进入“军备竞赛”阶段。可以说,下一个十年,谁抢下了固态电池,谁就抢下了在新能源汽车产业发展的先机。
“特别声明:以上作品内容(包括在内的视频、图片或音频)为凤凰网旗下自媒体平台“大风号”用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user of Dafeng Hao, which is a social media platform and merely provides information storage space services.”

